
電磁制御システム用チューブミルコンポーネント
商品詳細 機能 工業用ステンレス鋼の溶接分野において、高品質な溶接品質を得るために。 アルゴンアーク溶接(TIG)プロセスが使用されます。 プロセスが完了すると、
説明
基本情報
| モデル番号。 | SGWH |
| 冷却タイプ | 水冷 |
| リードタイム | 30~40日 |
| 外径範囲 | 6~325mm |
| 溶接タイプ | TIG、レーザー |
| 厚さ | 0.38.0~10.0mm |
| 適用された材料 | 炭素鋼、二相鋼、ステンレス鋼 |
| 適用範囲 | 工業用精密パイプ |
| 輸送パッケージ | 防水フィルムとパレット |
| 商標 | 続く |
| 起源 | 中国 |
| HSコード | 8514400090 |
| 生産能力 | 年間20セット |
製品説明
製品詳細| いいえ。 | 名前 | 数量 | ユニット |
| 1 | 電磁コントローラー | 1 | セット |
| 2 | 電磁コイル | 1 | ピース |
| 3 | 水冷シート | 1 | ピース |
| 4 | 磁気シュー | 1 | セット |
| 5 | 溶接トーチ | 1 | ピース |
関数
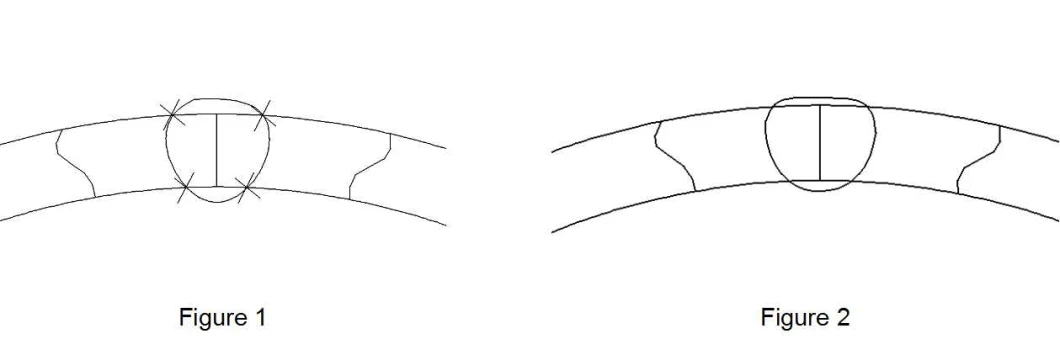
工業用ステンレス鋼の溶接分野において、高品質な溶接品質を得るために。 アルゴンアーク溶接(TIG)プロセスが使用されます。 プロセスが自動溶接される場合、溶接速度が上がるとアークが引きずられ、速度が速いほど溶け込みが顕著になり、溶接品質に影響を及ぼします。図 1 に示すように、両方の溶接にアンダーカットの問題があります。溶接の側面と内側に問題があり、溶接の内側と外側に「こぶ」の問題があります。 特に工業用溶接管、サニタリー管では、アンダーカットの問題がスムーズでない場合、残留液が発生し、鋼管を腐食させます。 また、応力腐食点の原因にもなります。 そのため、工業用溶接管の分野において、高品質な溶接を得るには、溶接速度を下げて溶接品質を確保する必要があります。当社は、この問題を解決するために、アーク溶接用アークスタビライザーを開発しました。円弧が後方や左右に振れないため、アンダーカットや「こぶ」の問題も発生しません (図 2 を参照)。 生産効率の向上だけでなく品質の保証も実現しており、実際の生産では20~30%の速度向上が実証されています。 実際の操作では、異なる溶接電流と速度に適応するように電磁力を調整できます。




弊社の連絡先
今すぐ送信




